How Are Welded Stainless Steel Pipes Made?
Struggling to understand the complex journey from a flat steel coil to a finished pipe? This process seems complicated, but I'm here to simplify it for you.
Welded stainless steel pipes are made by uncoiling a stainless steel strip, passing it through forming rollers to create an open-seam tube, welding the seam using high-frequency technology, sizing it to exact dimensions, and cutting it to the desired length in a continuous, automated production line.

That's the short answer. But in my 15 years of experience at XZS, I've seen how every single step is a blend of precision engineering and material science. The quality of the final pipe depends entirely on the quality of the machinery and the process. Let’s dive deeper into how we turn raw steel into high-performance tubing that industries from automotive to construction rely on.
What materials are needed for making welded stainless steel pipes?
Choosing the wrong steel grade for your application can lead to costly failures and material waste. Understanding the basics of material selection is the first critical step.
The primary material for making welded pipes is a stainless steel coil or strip. The specific grade, such as 304, 316L, or 201, is selected based on the required corrosion resistance, strength, and application, like for furniture, industrial fluid transport, or decorative purposes.

In my experience, the material is the foundation of the entire process. You can have the best machinery in the world, but with poor-quality raw material, you'll never achieve a top-tier product. The choice of grade is a critical decision driven by the end-use. For example, the automotive and energy sectors demand materials that can withstand harsh environments, making grades like 316L essential. This convergence of material science and application needs is why we design our machines to handle various grades with precision. We understand that our clients need flexibility without sacrificing quality.
Common Stainless Steel Grades
| Grade | Key Characteristics | Common Applications |
|---|---|---|
| 304 | Excellent corrosion resistance, good formability. | Kitchen equipment, decorative tubing, general-purpose. |
| 316L | Superior corrosion resistance, especially against chlorides. | Marine hardware, chemical processing, medical implants. |
| 201 | Lower cost, good toughness, but less corrosion resistant. | Indoor decorative items, low-cost consumer goods. |
How is the stainless steel prepared before welding?
If the steel isn't perfectly prepared before it reaches the welder, you'll get weak spots and defects. This initial stage is where precision begins, preventing problems down the line.
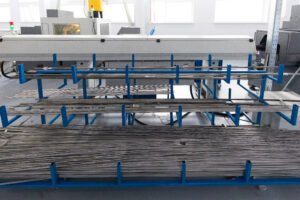
Before welding, the stainless steel coil is loaded onto an uncoiler. The flat strip is then fed continuously through a series of precision-machined forming rollers, which gradually shape it from a flat strip into a perfectly round, open-seam tube, ready for welding.

This forming stage is where the magic of precision engineering truly shines. At XZS, our machines are built using CNC-machined components to ensure every roller contributes to a perfect shape. The goal here is not just to bend the metal but to do so without introducing stress or imperfections. The edges of the strip must meet perfectly, with no gap and no overlap, as they enter the welding station. This meticulous preparation is what allows us to consistently achieve a dimensional tolerance of ≤ ±0.05 mm on the final product. It's a testament to how advanced automation, when applied correctly, sets the stage for a flawless weld and a superior final pipe. This is a crucial step for meeting the rigorous demands of high-performance industries.
What are the steps involved in the welding process of stainless steel pipes?
Achieving a strong, clean weld seam is the heart of the entire operation. A bad weld creates a fundamental weak point in the pipe, compromising its integrity and performance.
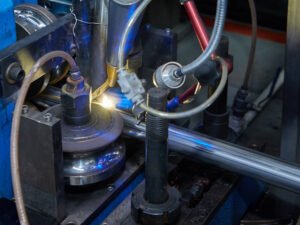
The open-seam tube passes through a high-frequency (HF) induction welder. This process heats the tube edges to a forging temperature. Then, squeeze rollers press the hot edges together, creating a strong, continuous, and homogeneous forged weld without using any filler material.
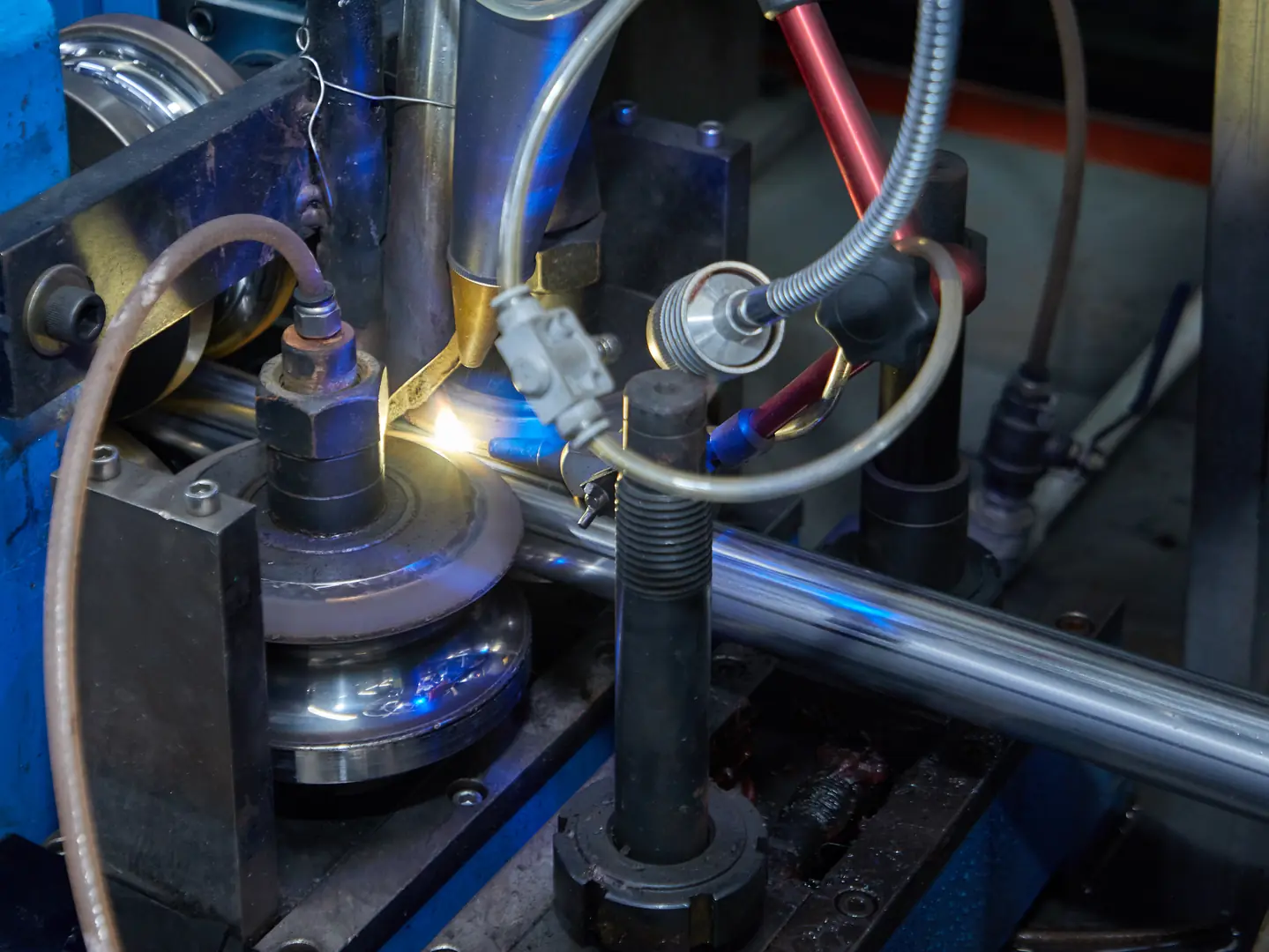
High-frequency welding is a core technology in modern tube production, and it’s an area where we've focused immense R&D. Unlike older methods, HF welding is incredibly fast and energy-efficient. It localizes heat directly at the seam, which minimizes the heat-affected zone and preserves the material's properties. This is where our smart production lines excel. The system's PLC controls[^1] precisely manage welding power and speed, ensuring a consistent weld bead along the entire length of the pipe. This level of automation is what allows us to achieve up to 98% material utilization[^2]—a significant advantage for our clients. It's a perfect example of how investing in intelligent production lines is imperative for maintaining a competitive edge and meeting global efficiency standards.
How is the quality of welded stainless steel pipes ensured during production?
Detecting and correcting defects in real-time is far more efficient than finding them at the end. In-line quality control prevents waste and ensures every meter of pipe meets specifications.
Quality is ensured immediately after welding. The external and internal weld beads are removed by a scarfing tool. The pipe is then cooled and passed through sizing and straightening rollers to achieve the final, precise diameter and straightness required by industry standards.

At XZS, we build our production lines around the principles of ISO 9001[^3] quality management. This means quality control is not a separate step; it's integrated into the process. After welding, the scarfing unit shaves off the excess weld bead, creating a perfectly smooth surface. The pipe then enters a cooling trough to stabilize its structure before the final sizing. The sizing section is a series of finely tuned rollers that gently shape the pipe to its final dimension, correcting any minor ovality. This is where we lock in that ±0.05 mm tolerance. Our fully automated PLC systems monitor and adjust these stages in real-time, ensuring that every pipe produced on our line is identical and meets the highest quality benchmarks demanded by sectors like automotive and construction.
What are the finishing and inspection processes for welded stainless steel pipes?
The pipe isn't finished until it's cut, inspected, and ready for shipment. This final phase confirms that all previous steps have resulted in a product that meets the customer's exact needs.
The continuous pipe is cut to specific lengths by an automated flying saw. After cutting, the pipes undergo final inspection, which can include non-destructive testing like eddy current tests to detect any invisible flaws in the weld, ensuring 100% integrity before packaging.

The final steps are all about verification and preparation for the end-user. Our flying cut-off saws are synchronized with the line speed to make clean, precise cuts without ever stopping production. Once cut, each pipe is checked for length, diameter, and straightness. For critical applications, we integrate non-destructive testing (NDT) systems directly into the line. An eddy current tester, for example, can scan the entire weld seam for microscopic defects that the human eye could never see. This commitment to rigorous inspection is non-negotiable for us. It’s how we provide complete turnkey solutions that our clients can trust, ensuring the pipes they produce are safe, reliable, and ready for demanding applications right off the line.
Conclusion
The creation of a welded stainless steel pipe is a sophisticated process, transforming a simple steel coil into a precision-engineered product. From material selection through forming, welding, and final inspection, every step is controlled by advanced automation to ensure maximum efficiency, precision, and quality for modern industry.