How are Precision Stainless Steel Pipes Welded? The Tech Behind XZS's ≤±0.05mm Tolerance
Inconsistent pipe welds create costly failures in high-stakes industries. Our technology guarantees precision, eliminating these risks and ensuring the reliability your projects demand.
Precision stainless steel pipes are welded using advanced high-frequency (HF) welding technology, guided by automated PLC control systems. This process ensures a consistent, strong seam and achieves tolerances as tight as ≤±0.05mm, critical for applications in the automotive and aerospace industries.

In my 15 years in this industry, I've seen how the demand for precision has skyrocketed. It’s not just about making a pipe; it’s about engineering a component that performs flawlessly under pressure. The technology we've developed at XZS is a direct response to this need. Let's break down exactly how we achieve this incredible level of accuracy, step by step.
Why is Precision so Important in Stainless Steel Pipe Welding?
Minor inaccuracies might seem trivial at first. But in practice, they lead to assembly nightmares, system failures, and wasted materials. Understanding why precision matters is the first step to superior manufacturing.
Precision in stainless steel pipe welding is crucial because it ensures structural integrity, perfect fitment in complex assemblies, and optimal fluid or gas flow. In industries like automotive and aerospace, even minor deviations from the ≤±0.05mm tolerance can lead to catastrophic failures.
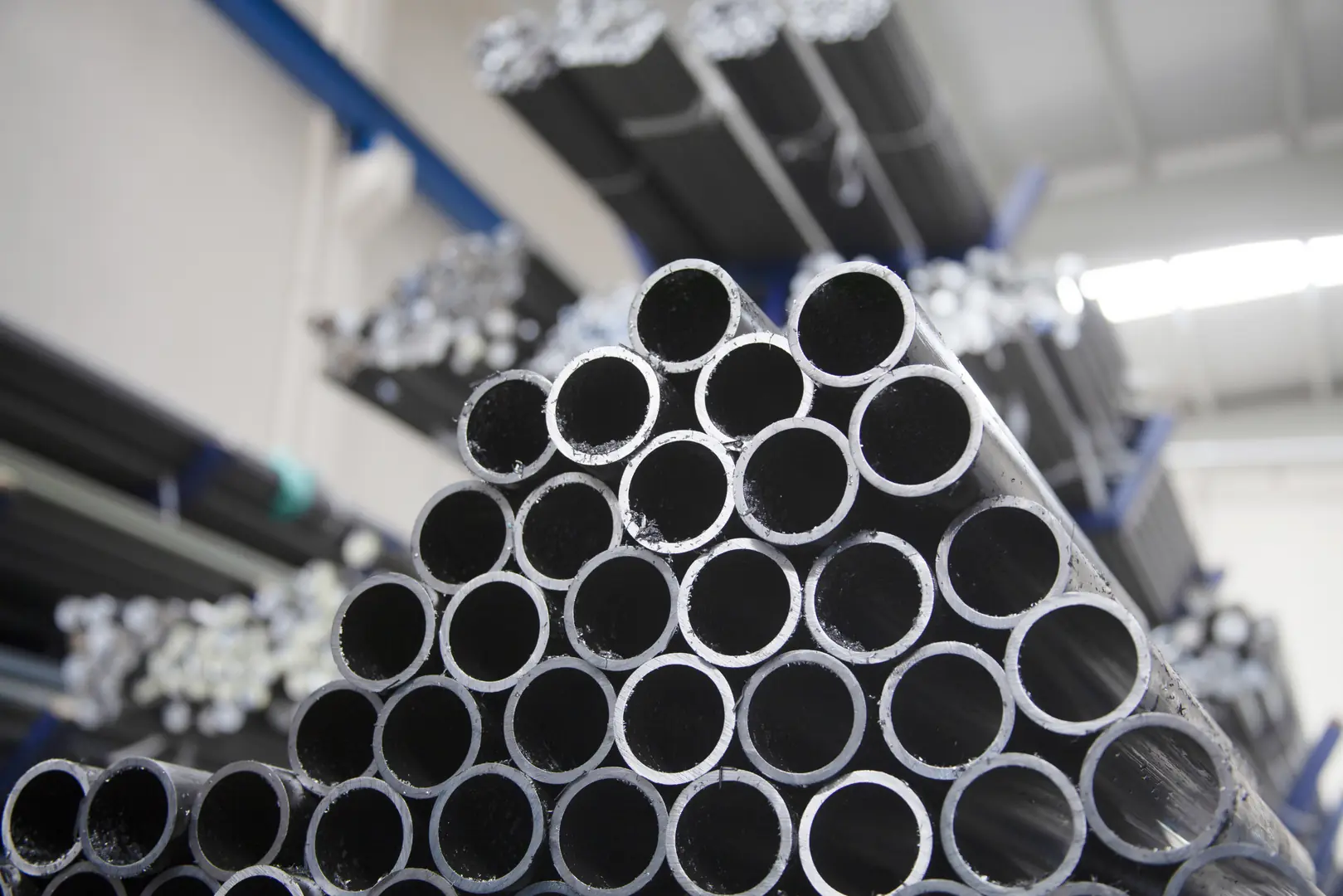
When we talk about a tolerance of ≤±0.05mm, we're talking about a measurement smaller than the thickness of a human hair. Why do we push for this level of accuracy? Because our clients in sectors like automotive, aerospace, and medical devices are building increasingly complex and miniaturized components. A pipe that is just slightly out of spec can't be forced to fit. This causes production delays and, worse, can create a weak point in the final product. In my experience, a small imperfection in a pipe can have a massive ripple effect down the line. It's why we at XZS have invested so heavily in technology that eliminates guesswork. True precision isn't a feature; it's the fundamental requirement for modern, high-performance applications. It builds trust and ensures the final product is both safe and reliable.
What Preparation is Needed to Achieve a ≤±0.05mm Tolerance?
Rushing into the welding process leads to defects. Poor preparation not only compromises quality but also wastes expensive stainless steel coils. A meticulous preparation process is the foundation for flawless, high-precision results.
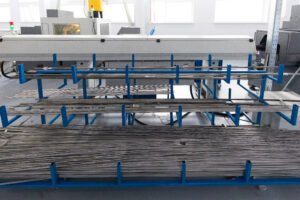
Achieving a ≤±0.05mm tolerance starts with precise preparation. This includes slitting the steel coil to an exact width, cleaning and deburring the edges, and ensuring perfect alignment in the forming section of the tube mill. Every step must be meticulously controlled.

You cannot achieve a precise output from an imprecise input. It's a simple rule we live by at our 20,000 m² smart factory. The journey to a perfect pipe begins long before the welding torch is even engaged. It starts with the raw material—the stainless steel coil. We ensure the coil's thickness is consistent and its properties meet the required specifications. Then, the most critical pre-welding step is slitting. Our machines cut the master coil into strips of a precise width, because this width directly determines the final pipe diameter. Any variation here will be magnified later. After slitting, the edges of the strip are conditioned. They must be perfectly clean and free of burrs to ensure a pure, strong weld. Finally, the strip enters the forming section of our production line, where a series of rollers gradually shape it into a round tube.
| Step | Action | Why It's Critical for Precision |
|---|---|---|
| 1. Material Inspection | Verify coil thickness and quality. | Inconsistent material leads to weld variation. |
| 2. Precision Slitting | Cut coil to an exact, consistent width. | The strip width dictates the final pipe circumference. |
| 3. Edge Conditioning | Deburr and clean the strip edges. | Ensures a clean, strong weld without contaminants. |
| 4. Accurate Forming | Guide the strip through forming rollers. | Perfect alignment is non-negotiable for a straight seam. |
What is the Welding Process XZS Uses?
Traditional welding methods can be slow and inconsistent. This creates production bottlenecks and high rejection rates that no modern business can afford. We use advanced high-frequency welding for unmatched speed, efficiency, and precision.
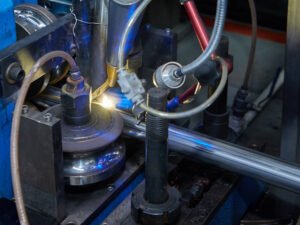
At XZS, we utilize high-frequency (HF) induction welding. An induction coil heats the pipe edges to a forging temperature without contact. Squeeze rollers then press the hot edges together, forming a strong, clean, and homogenous weld seam at high speed.
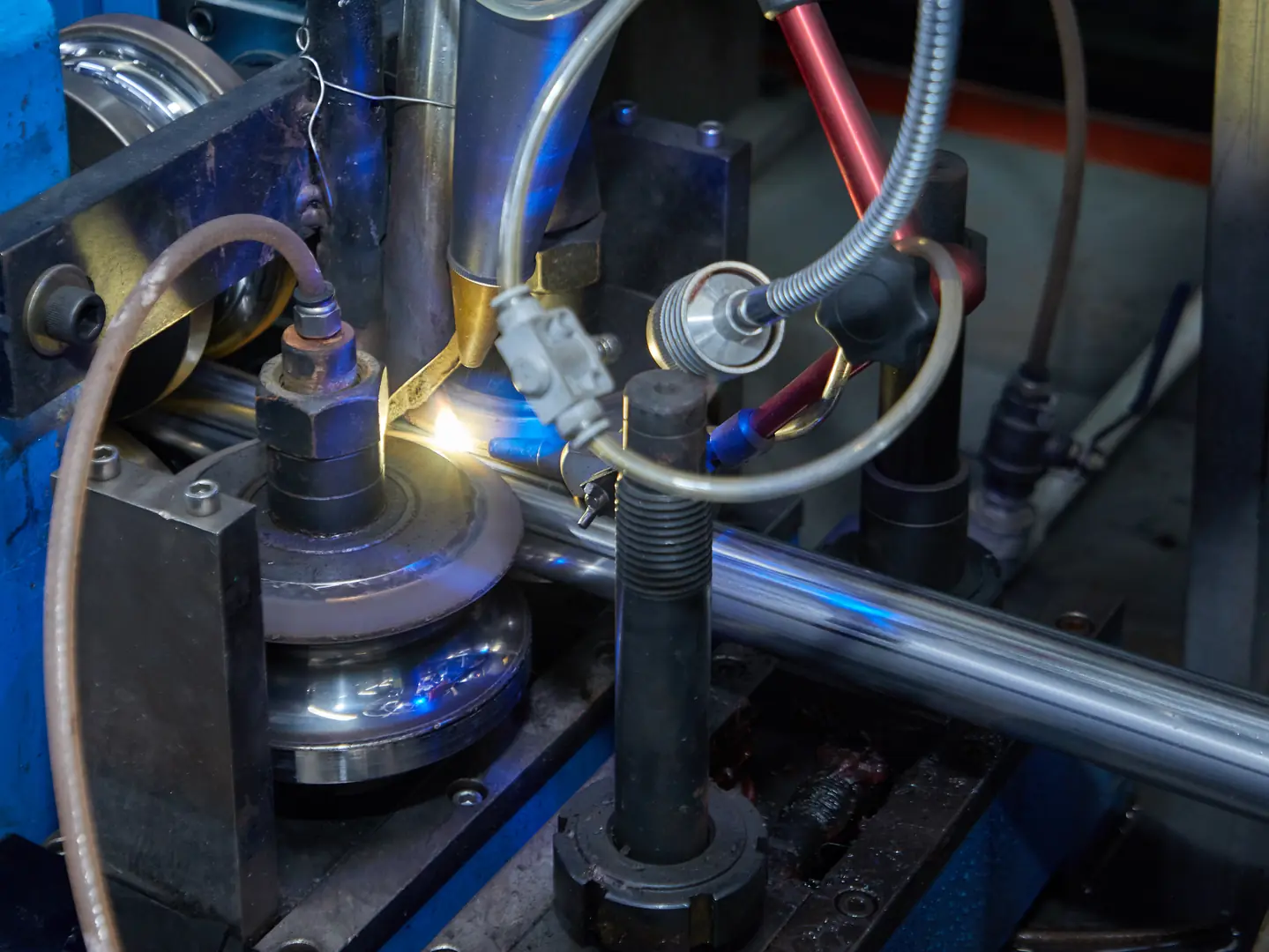
The heart of our production line is the high-frequency welding station. Unlike traditional TIG welding, which melts a filler material, HF welding is a form of forge welding. We use a high-frequency electrical current to heat just the two edges of the formed tube as they are about to meet. The heat is intense but extremely localized, so the rest of the pipe remains cool, preventing distortion. Just as the edges reach the perfect plastic state, a set of squeeze rollers applies immense pressure, forging them together into a single, seamless bond. The entire process is controlled by our fully automated PLC system. The system monitors and adjusts the power, speed, and pressure in real-time, ensuring every millimeter of the weld is identical. This combination of speed and control is what allows us to produce pipes with such consistent quality and hit that ≤±0.05mm tolerance every time. It's also more energy-efficient, which is a significant benefit for our clients.
How Do We Control Quality to Ensure High Tolerance?
You can't just hope for precision; you must engineer it. A single bad batch of pipes can damage a customer's production schedule and ruin your reputation. That's why we implement rigorous, real-time quality control throughout the entire line.
We ensure high tolerance through a multi-stage quality control process. This includes online eddy current testing to detect weld defects in real-time, laser measurement systems for diameter, and constant monitoring of welding parameters through our PLC system. Nothing is left to chance.

Our commitment to quality is validated by our [ISO 9001 certification](#placeholder_4)[^1], and it’s something we practice on the factory floor every single second. As the pipe is welded, it immediately passes through an online eddy current testing unit. This device uses electromagnetic fields to scan the weld seam for any microscopic cracks, voids, or inclusions that are invisible to the naked eye. If a defect is detected, the system instantly alerts the operator and marks the section of the pipe. Simultaneously, laser micrometers continuously measure the outside diameter and ovality of the pipe, feeding data back to the PLC. If any dimension starts to drift from the set tolerance, the system can make micro-adjustments to the rollers to correct it. This closed-loop feedback system is crucial. It means we're not just inspecting for quality at the end; we are actively controlling and maintaining it throughout the entire production run.
What is the Final Inspection and Validation Process?
Production is finished, but our job isn't done. Is the product absolutely perfect? Shipping a faulty pipe is not an option, as it can lead to costly recalls and a loss of trust. Our final inspection is the ultimate guarantee of quality.
The final validation involves a comprehensive inspection of finished pipes. We conduct visual checks, perform destructive testing on samples (like flare and flattening tests), and verify all dimensional tolerances against the customer's specifications. A final quality report validates every batch.

After the pipe is cut to length, it undergoes one last round of rigorous checks. First, every pipe is visually inspected for surface finish and straightness. Then, we take samples from each production batch and take them to our lab for destructive testing. These tests are designed to prove the strength and integrity of the weld seam. For example, in a flattening test, we crush a section of the pipe until its walls meet. A good weld will not crack or split under this extreme pressure. In a flare test, we expand the end of the pipe to check for ductility. These tests confirm that the weld is as strong as the parent material. Finally, we use precision instruments like calipers and micrometers to take final dimensional measurements. Only after a pipe has passed every single one of these checks is it approved for packaging and shipping.
| Test Type | Назначение |
|---|---|
| Визуальный осмотр | Check for surface defects, scratches, or weld imperfections. |
| Dimensional Check | Use calipers and micrometers to confirm final OD, WT, and length. |
| Mechanical Testing | Perform flare, flattening, and tensile tests to ensure weld strength. |
| Traceability Marking | Mark each pipe for full traceability back to the production batch. |
Заключение
Achieving a ≤±0.05mm tolerance isn't magic. It's the result of meticulous preparation, advanced high-frequency welding, automated PLC control, and relentless, multi-stage quality checks. This integrated system is how we deliver the precision and reliability that modern, high-tech industries demand from their components.