How Are Stainless Steel Pipes Manufactured?
Struggling to understand the complex journey from a steel coil to a finished pipe? This process is critical, and getting it wrong costs money. I'll show you how it works.
Stainless steel pipe manufacturing is a multi-stage process that begins with uncoiling a raw steel strip. The strip is then formed into a round shape, welded, sized, cut, and finished before undergoing rigorous quality testing to ensure it meets industry standards.

That's the short version. But in my 15 years of experience at XZS, I've learned that the details are what separate standard pipes from high-performance ones. The technology we use at each stage directly impacts the final product's precision, strength, and cost-effectiveness. Let's walk through each step of this modern engineering process together.
What are the initial steps in stainless steel pipe manufacturing?
Your entire production run depends on the first step. A poor start with the wrong material or bad handling guarantees a flawed final product. It all starts with the right coil.
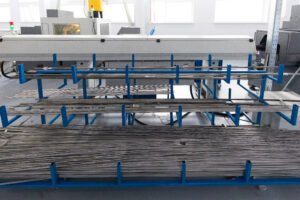
The initial steps involve selecting the appropriate grade of stainless steel coil and loading it onto an uncoiler. This machine carefully feeds the flat steel strip into the production line, beginning its transformation.

At XZS, we see this as the foundation of quality. The global demand for durable infrastructure is rising, and it all starts here. Selecting the right raw material is non-negotiable. We choose coils based on the application's specific needs, considering factors like corrosion resistance, strength, and formability. Once selected, the coil is mounted on a decoiler. This isn't just a simple spool; it's a precision machine designed to feed the steel strip into the line at a constant speed without causing any surface damage. Any inconsistency here can ripple through the entire process, affecting everything from weld quality to final dimensions. In our smart factory, this initial stage is highly controlled because we know that achieving high material utilization—up to 98% in our lines—starts with perfect handling from the very first moment.
How is the stainless steel prepared before forming pipes?
A flat strip of steel won't become a perfect pipe on its own. If it isn't perfectly prepared, you'll face weld defects and dimensional inaccuracies. Precision preparation is absolutely essential.
Before forming, the steel strip is fed into an accumulator to ensure a continuous process. It is then precisely leveled, and its edges are trimmed or milled to create clean, parallel surfaces for welding.
This stage is where precision engineering really comes into play. After uncoiling, the strip enters an accumulator, or looper. This simple but brilliant device stores a length of the strip, allowing us to join the end of one coil to the start of the next without ever stopping the production line. This continuous operation is a huge factor in efficiency. From there, the strip's edges are prepared. Why is this so important? Because a strong, consistent weld requires two perfectly matched surfaces. Our machines use high-precision shearing or milling tools to create flawless edges. This attention to detail is critical for meeting the tight tolerances, often ≤ ±0.05 mm, demanded by industries like automotive and oil and gas. It's a clear example of how advanced CNC machining in our equipment directly translates to superior product quality for our customers.
What methods are used to shape and weld stainless steel pipes?
You have a prepared strip, but how do you make it a pipe? A weak or inconsistent weld is the number one failure point. We rely on advanced forming and welding technologies.
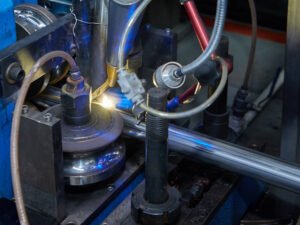
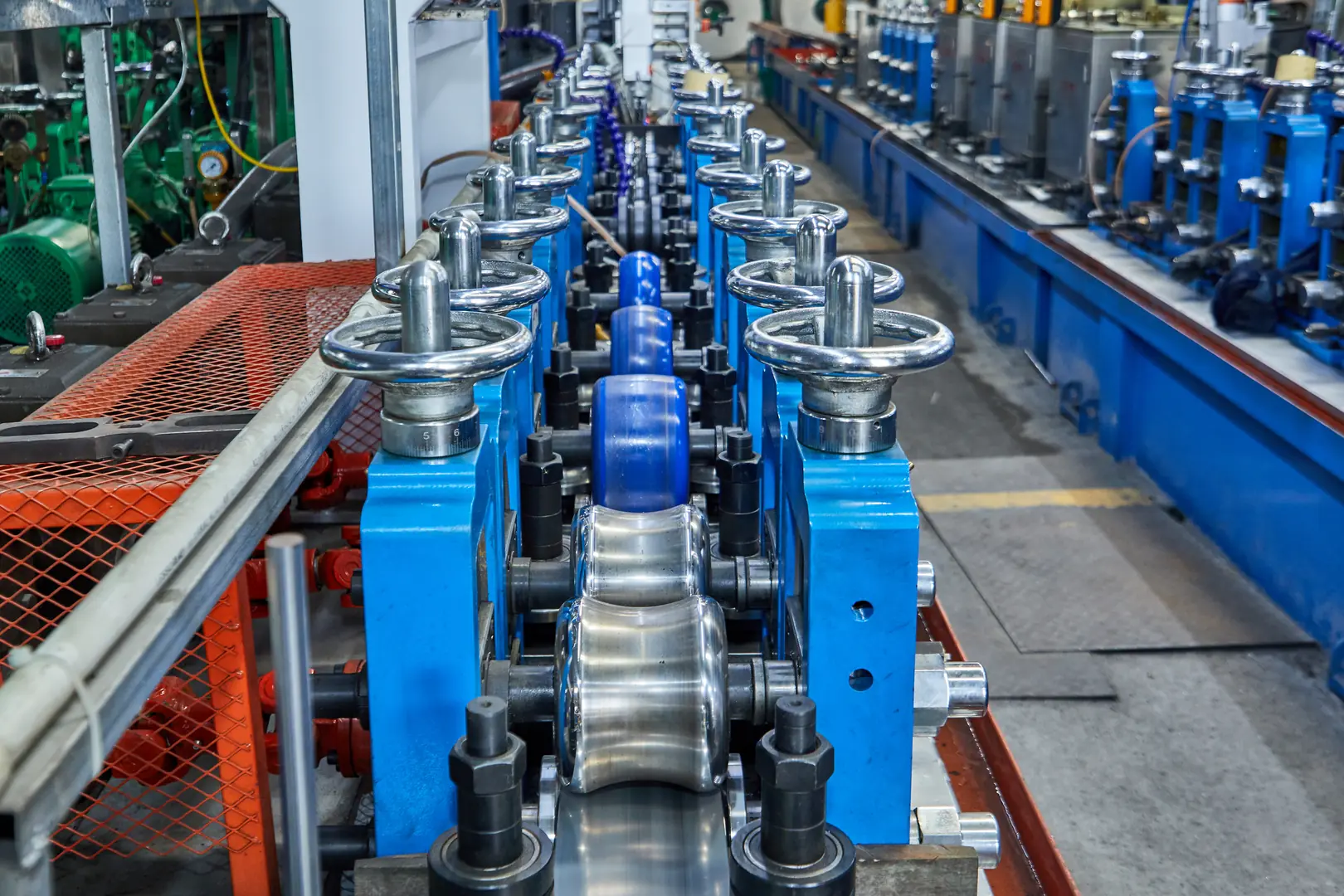
The flat strip is gradually shaped into a tube by passing through a series of precision-engineered rollers. The seam is then welded using methods like Tungsten Inert Gas (TIG) or High-Frequency (HF) induction welding.
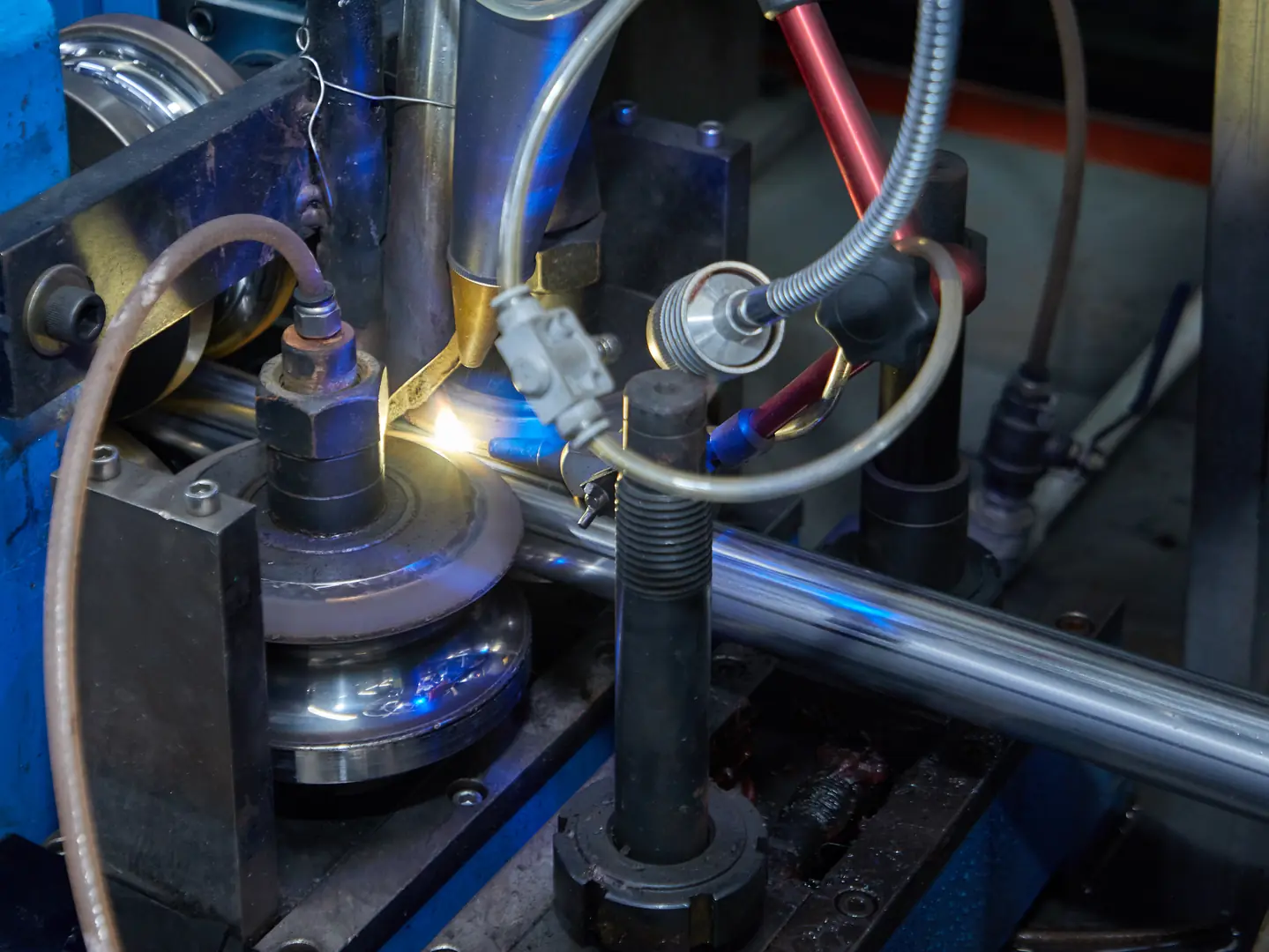
This is the heart of the pipe mill. The strip enters the forming section, where dozens of meticulously designed rollers work in sequence to gently bend the metal into a perfect circle. Once formed, the two edges meet, ready for welding. At XZS, we specialize in high-frequency (HF) welding for its speed and efficiency. It uses electromagnetic induction to heat the edges to a welding temperature in milliseconds, and then pressure rollers forge them together. This creates a strong, clean weld without any filler material, which is crucial for maintaining the steel's properties. The market's projected 5.8% CAGR is driven by this kind of sustainable, efficient technology. It enables us to produce pipes that meet strict international standards while reducing energy consumption.
Welding Method Comparison
| Характеристика | Сварка TIG | Высокочастотная (ВЧ) сварка |
|---|---|---|
| Скорость | Slower | Очень быстро |
| Heat Affected Zone | Wider | Narrow, localized |
| Использование энергии | Higher | Lower, more efficient |
| Лучшее для | Decorative, thin-wall tubes | Industrial, structural pipes |
How are stainless steel pipes finished and tested for quality?
A welded tube that comes off the line is not a finished product. Without proper finishing and testing, hidden defects could lead to catastrophic failures in the field.
After welding, the pipe goes through sizing and straightening rollers for final dimensional accuracy. It is then cut to length and subjected to rigorous non-destructive testing, like eddy current tests, to ensure weld integrity.

Our commitment to ISO 9001 quality management[^1] is most visible here. After the weld seam is smoothed, the pipe enters the sizing section, which fine-tunes its final diameter and roundness. A straightening machine then ensures it is perfectly straight. The pipe is then cut to the required length by a flying saw that moves with the line to avoid stopping production. But manufacturing is only half the job. We then perform a series of tests.
Key Quality Control Tests
- Eddy Current Testing: We run an electromagnetic probe over the weld seam. It can detect tiny, invisible flaws like pinholes or cracks that could compromise the pipe's strength.
- Hydrostatic Testing: The pipe is filled with water and pressurized to a level far beyond its normal operating pressure. This test verifies its ability to withstand force without leaking or bursting.
- Visual and Dimensional Checks: Finally, every pipe is inspected for surface quality, and its dimensions are measured to ensure they meet the exact specifications.
What are the final stages of packaging and distribution for stainless steel pipes?
The pipes are made and tested, but the job isn't done. A perfect product can be ruined by poor handling and shipping. Protection during transit is the final step in quality control.
In the final stages, finished pipes are cleaned, bundled into hexagonal or round shapes, and wrapped in protective materials. They are then labeled and stored, ready for global distribution.

After passing all quality checks, the pipes move to the packaging area. Depending on the customer's requirements and the pipe's destination, they are bundled together tightly to prevent movement. We often use plastic wrapping or woven bags to protect the surface from scratches and environmental factors during shipping and storage. For sea freight, we might use wooden crates for extra protection. Each bundle is clearly labeled with all relevant information: dimensions, grade, heat number, and order details. This ensures full traceability from our factory to the final job site. As a global supplier, we understand that our responsibility doesn't end until the product is safely in our customer's hands. This final, careful step ensures the precision we worked so hard to achieve is delivered intact.
Заключение
The journey from a steel coil to a finished pipe is a precise process. It relies on advanced automation, strict quality control, and deep expertise. At XZS, we combine these elements in our machinery to deliver the efficiency and reliability that today's global market demands.