What is the Tube Mill Process? From Raw Coil to Precision Pipe in 7 Steps
Struggling with inconsistent pipe quality or inefficient production? Many manufacturers face challenges turning raw materials into high-precision pipes without significant waste. This can lead to costly delays and compromised product integrity.
The tube mill process transforms raw metal coils into finished pipes through a sequence of operations including uncoiling, forming, welding, and sizing, ultimately delivering precision products for diverse industrial applications.
Here at XZS, I've seen firsthand how mastering this process is key to unlocking efficiency and precision. Let's dive into the critical steps that take us from a flat coil to a perfectly formed pipe, ensuring every product meets the highest standards.
Step 1: Uncoiling the Raw Material?
Is your raw material handling causing production bottlenecks? Improper uncoiling can lead to material damage and slowdowns right at the start of your line.
Uncoiling is the initial step in the tube mill process, where a large metal coil is unwound and fed into the production line, ensuring a continuous and controlled material supply for subsequent operations.

From my experience at XZS, this first step is more critical than many realize. We focus on smooth, consistent material flow. The uncoiler, often a double-sided or single-sided type, must handle heavy coils precisely, preventing kinks or damage that could affect the final pipe quality. For instance, our systems are designed to manage coils weighing several tons, feeding the strip at a controlled pace. This precision in material feeding directly impacts the overall efficiency of the entire line. It’s about setting the stage for success, ensuring the material is perfectly aligned and ready for the next transformation. Without this foundational stability, even the most advanced welding or sizing equipment would struggle to produce consistent results. We ensure our uncoilers integrate seamlessly, allowing for quick coil changes and minimizing downtime.
Key Uncoiling Considerations
- Coil Weight & Width: Matching uncoiler capacity to material specifications.
- Speed Control: Synchronizing uncoiling speed with the rest of the line.
- Edge Protection: Preventing damage to the strip edges during unwinding.
Step 2: Preparing and Leveling the Strip?
Are you dealing with uneven strips or surface imperfections that compromise your pipe quality? Ignoring these issues early on can lead to costly defects down the line.
Preparing and leveling the strip involves cleaning, straightening, and sometimes slitting the metal, ensuring it has uniform thickness and a flat surface, which is essential for consistent forming and welding in the tube mill.

After uncoiling, the raw strip needs careful preparation. At XZS, I emphasize the importance of our leveling and cleaning stations. The strip often comes with internal stresses or minor deformations from its original rolling process. Our levelers use a series of rollers to flatten the strip, removing any bows or camber, ensuring it's perfectly planar. This step is vital for achieving the precision tolerance[^1]s of ≤ ±0.05 mm that our customers expect. Cleaning, whether through brushes or other methods, removes oils, dirt, or scale, which could interfere with welding or cause surface defects. For specialized applications, the strip might also pass through a slitter to achieve the exact width required for the specific pipe diameter, ensuring material utilization up to 98% and minimizing waste. This meticulous preparation prevents downstream issues and is a cornerstone of our quality commitment.
Why Leveling Matters
| Issue Addressed | Impact on Pipe Quality |
|---|---|
| Strip Camber | Inconsistent forming, seam misalignment |
| Surface Imperfections | Welding defects, poor finish, reduced durability |
| Uneven Thickness | Dimensional inaccuracies, weak spots in the pipe |
Step 3: Forming the Tube?
Struggling to achieve the perfect circular or square profile for your pipes? Inconsistent forming can lead to structural weaknesses and material waste.
Forming is the process where the flat metal strip is progressively shaped into an open seam tube through a series of rollers, gradually bending the edges upward until they meet, ready for welding.

This is where the magic truly begins – transforming a flat strip into a three-dimensional shape. In my 15 years at XZS, I've seen how critical the forming section is. Our tube mills utilize a sequence of forming rolls, precisely engineered to gradually guide the flat strip into the desired open-seam profile, whether it's round, square, or rectangular. This isn't a single bend; it's a series of gentle, progressive changes that prevent material stress and ensure a smooth, uniform shape. The design of these forming rolls is paramount; they must apply consistent pressure and guidance. For our precision stainless-steel welding-pipe production lines, the accuracy here dictates the final weld quality and overall dimensional integrity. Our quick-change tooling for flexible sizing further enhances this step, allowing us to rapidly switch between different pipe dimensions while maintaining optimal forming conditions.
Forming Methods at XZS
- Roll Forming: Progressive shaping using a series of driven and idle rollers.
- Cage Forming: Utilizing a 'cage' of rollers for complex or larger profiles.
- Precision Control: PLC + touch-screen systems for accurate roll adjustments.
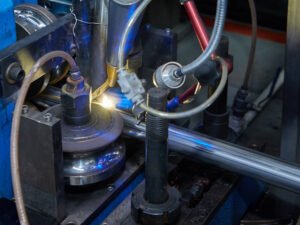
Step 4: Welding the Tube Seams?
Are you experiencing weak welds or inconsistent seam quality in your pipe production? Poor welding can lead to product failure and significant rework.
Welding the tube seams is the crucial step where the open edges of the formed tube are joined together permanently, typically using high-frequency induction welding, to create a strong, continuous pipe.

Once the strip is perfectly formed into an open-seam tube, the next critical step is welding. At XZS, we primarily employ energy-saving high-frequency welding for its speed, efficiency, and superior weld quality. This method uses an electromagnetic field to rapidly heat the edges of the tube to forging temperature. Pressure rollers then force these heated edges together, creating a solid, molecular bond without the need for filler material. My team has optimized this process to ensure a consistent, strong, and clean weld seam, crucial for the durability of our pipes in demanding applications like automotive exhaust or oil-and-gas pipelines. The precision of our CNC-machined frames ensures the stability needed for perfect alignment during welding, contributing directly to the precision tolerance of ≤ ±0.05 mm we guarantee. This robust weld is the backbone of the finished pipe, ensuring its structural integrity.
Advantages of High-Frequency Welding
- Speed: Rapid welding allows for high production rates.
- Cleanliness: No filler material reduces contamination and post-weld cleaning.
- Strength: Creates a strong, forge-welded seam.
- Energy Efficiency: Modern HFI welders are highly energy-efficient.
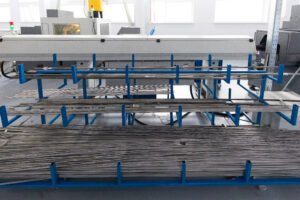
Step 5: Sizing and Straightening the Pipe?
Is your finished pipe lacking consistent dimensions or struggling with straightness? Inaccurate sizing and straightening can lead to non-conforming products and customer rejections.
Sizing and straightening are the final mechanical processes that refine the pipe's outer diameter, wall thickness, and straightness to meet precise specifications, ensuring a consistent and high-quality finished product.

After welding, the pipe isn't quite finished. It needs to be accurately sized and straightened. As Victor Zeng, I can attest that this stage is where we fine-tune the pipe to its exact final dimensions. The sizing section uses a series of precision rollers to reduce the pipe's diameter to the specified size, ensuring uniform wall thickness and outer diameter. This is where our commitment to precision tolerance ≤ ±0.05 mm truly shines. Simultaneously, the straightening section, often employing multiple roll stands, removes any residual curvature from the pipe, delivering a perfectly straight product. This is particularly important for long pipes used in construction or industrial applications. Our robust, durable CNC-machined frames provide the stability necessary for these demanding operations, guaranteeing that every pipe leaving our 20,000 m² smart factory meets the stringent ISO 9001 quality management standards.
Key Aspects of Sizing & Straightening
| Process Aspect | Objective | Выгода |
|---|---|---|
| Sizing Rolls | Achieve exact Outer Diameter (OD) | Dimensional accuracy for fittings and assembly |
| Turk's Heads | Fine-tune shape (e.g., square/rectangular) | Perfect geometric profiles |
| Straighteners | Remove curvature and internal stresses | Optimal handling and structural integrity |
| Cut-off Saw | Cut pipe to desired lengths | Production efficiency and material yield |
Заключение
The tube mill process, from raw coil to precision pipe, is a sophisticated journey demanding expertise at every step. By understanding each stage – uncoiling, preparing, forming, welding, and sizing – manufacturers can achieve unparalleled precision, efficiency, and material utilization. At XZS, we integrate R&D, design, and advanced automation to deliver turnkey solutions, ensuring our clients receive robust, high-quality machinery for their specific needs.