Welding Techniques for Thin-Walled Stainless Steel Tubes
Welding thin-walled stainless steel tubes is challenging; they can easily warp or burn. This leads to wasted material, production delays, and weak joints, compromising the final product's integrity.
The best welding techniques for thin-walled stainless steel tubes are Tungsten Inert Gas (TIG) for precision manual work, and High-Frequency (HF) Induction or Laser welding for automated, high-speed production. Success depends on meticulous preparation, precise heat control, and proper post-weld treatment.
In my 15+ years of experience at XZS, I've seen how critical mastering these techniques is. The demand for lightweight, high-strength tubes in industries like automotive and aerospace is growing fast. It's not just about joining two pieces of metal; it's about creating a seamless, durable product that meets incredibly tight tolerances. Let's walk through the entire process, from preparing the tube to the final finish, so you can achieve perfect welds every time.
How Do You Prepare Thin-Walled Stainless Steel Tubes for Welding?
Surface contaminants like oil or dirt can ruin a weld before you even start. This contamination causes porosity and weak spots, leading to joint failure under pressure or stress.
To prepare thin-walled stainless steel tubes, you must thoroughly clean the edges with a solvent, deburr them to create a smooth surface, and ensure a precise, gap-free fit-up. This foundational step is non-negotiable for achieving a strong, clean weld.

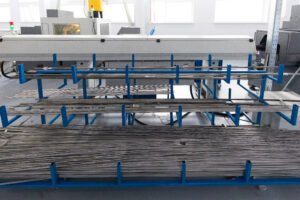
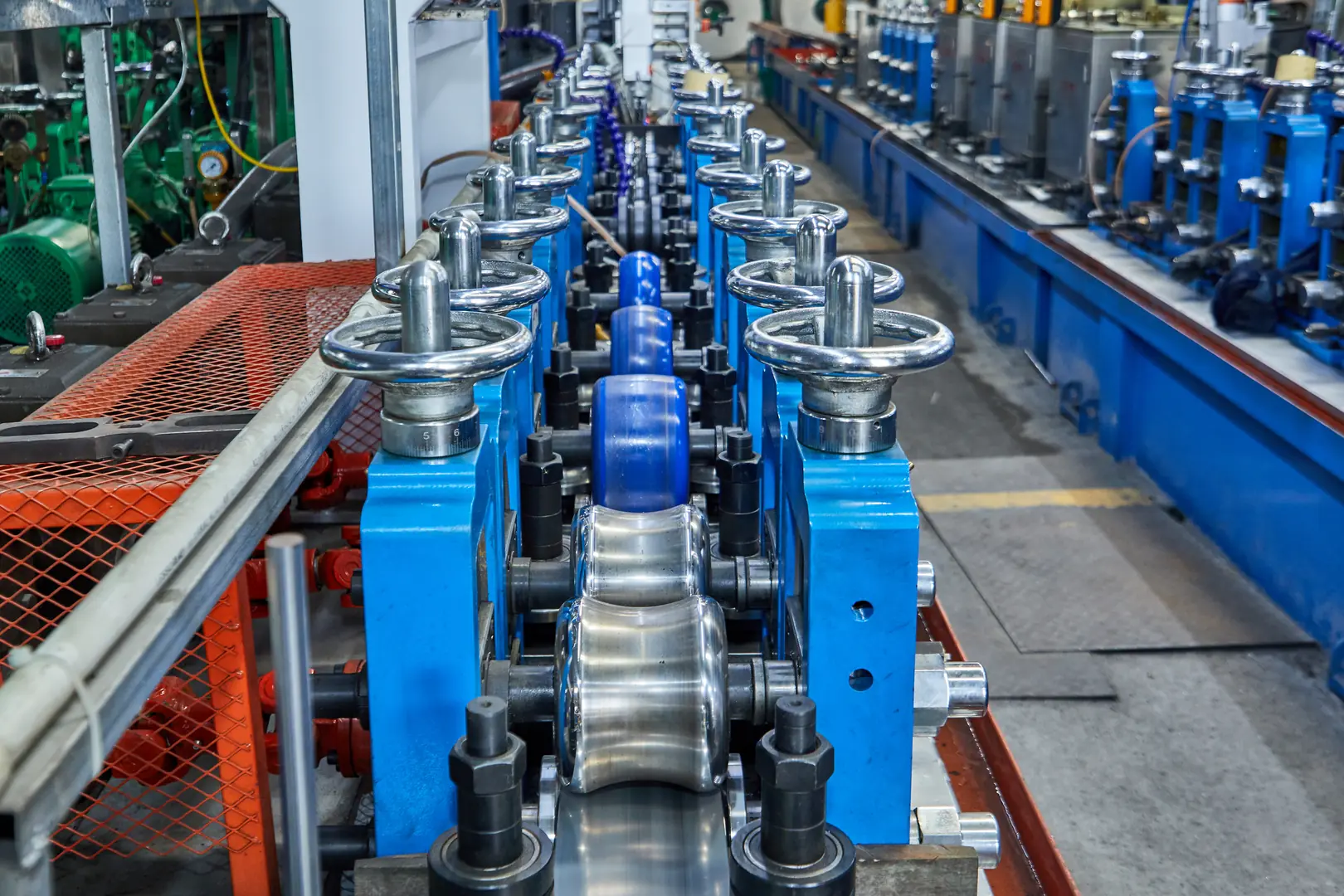
In our XZS smart factory, we treat preparation as the most critical phase. A perfect weld begins long before the arc is struck. You can't compensate for poor prep work with skilled welding. The goal is to create an ideal environment for metal fusion. This involves a few key steps. First, mechanical cleaning removes any burrs or uneven edges left from cutting. Then, chemical cleaning with a degreasing agent like acetone removes any oils or residues. Finally, the fit-up must be perfect. For thin-walled tubes, there should be virtually no gap between the pieces. A tight fit prevents the welding arc from burning through the thin material and ensures the filler metal, if used, flows evenly. Our automated production lines are designed to guarantee this precision, ensuring that every tube is perfectly aligned for the automated welding head, which is essential for maintaining consistency across thousands of meters of tubing.
What is the Appropriate Welding Method for Thin-Walled Stainless Steel?
Choosing the wrong welding method for thin materials is a recipe for disaster. Using a high-heat, low-control process will cause significant distortion, burn-through, and ultimately, a rejected product.
For manual precision, TIG welding is ideal. For high-volume, automated production, High-Frequency (HF) Induction and Laser welding are superior. They offer minimal heat input, high speed, and exceptional control, which is critical for modern industrial applications.

The choice of welding method directly impacts production efficiency and final quality. In my experience, the shift towards advanced methods is driven by industries like automotive and HVAC that demand higher performance. While TIG welding gives a skilled welder incredible control for custom jobs, it's too slow for mass production. This is where technologies integrated into our XZS lines shine.
Comparing Modern Welding Technologies
| Метод | Лучшее для | Key Advantage |
|---|---|---|
| Сварка TIG | Manual, intricate work | High precision & clean finish |
| Лазерная сварка | Ultra-thin materials, high speed | Very small heat-affected zone |
| HF Induction Welding | Continuous tube production | Extremely fast, energy-efficient |
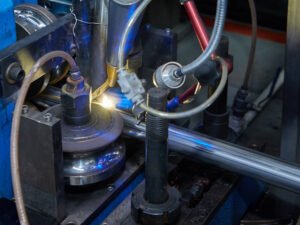
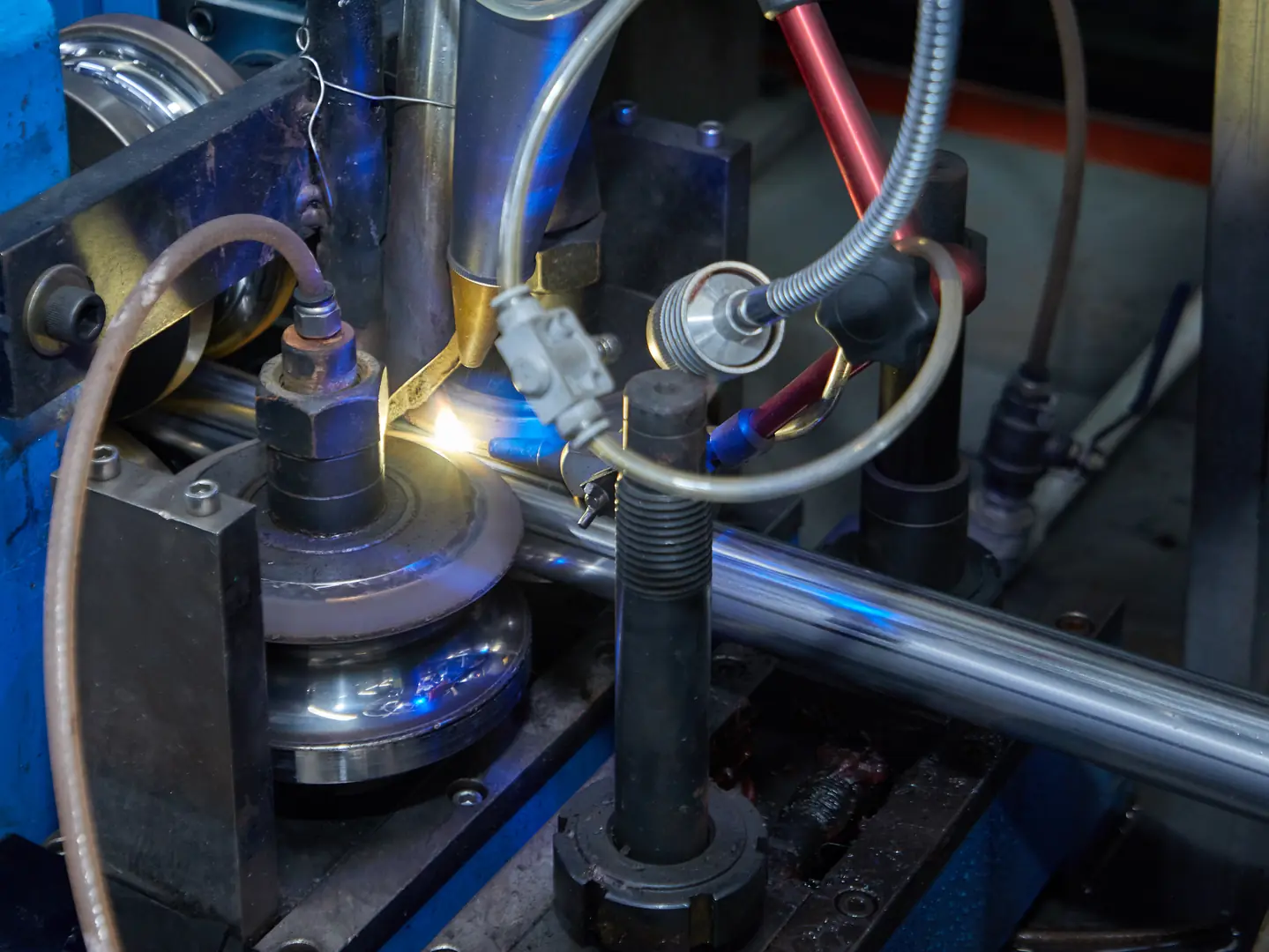
High-Frequency (HF) induction welding, a core feature of our production lines, is a game-changer. It uses electromagnetic energy to heat the tube edges to a forging temperature, which are then pressed together to form a solid-state weld. This process is incredibly fast and minimizes the heat-affected zone, preserving the steel's properties. We've seen clients increase production efficiency by up to 30% after adopting our HF welding lines, simply because the speed and reliability are unmatched.
How Do You Execute the Welding Process for Thin-Walled Stainless Steel Tubes?
Controlling the heat input during welding is a delicate balance. Too much heat causes the thin tube to warp or even melt, while too little results in a weak, incomplete fusion.
To execute the weld, maintain a consistent travel speed and use the lowest possible amperage that still achieves full penetration. Employing a shielding gas like argon is crucial to protect the weld pool from atmospheric contamination and ensure a clean joint.

The actual execution is where precision becomes paramount. For thin-walled stainless steel, the key is to be fast and controlled. The longer the heat dwells in one spot, the higher the risk of distortion. This is why automated systems provide such a significant advantage. On our XZS tube mill lines, every parameter is managed by a PLC controller. The travel speed of the tube, the power output of the welder, and the pressure of the squeeze rolls are all perfectly synchronized. This automation removes human error and guarantees a consistent, high-quality weld seam from the start of a production run to the end. Another critical element is back-purging[^1]. This involves feeding argon gas to the inside of the tube during welding. This "backing gas" displaces oxygen and prevents oxidation on the interior of the weld, which is vital for applications in food processing or fluid transport where a clean internal surface is required.
How Should You Inspect Welds for Quality and Integrity?
A weld might look good on the surface, but hidden internal defects can lead to failure. For industries where safety and reliability are critical, a simple visual check is never enough.
A thorough inspection starts with a visual check for surface defects like cracks, undercut, or porosity. This should be followed by Non-Destructive Testing (NDT) methods, such as eddy current testing, to detect any subsurface flaws.

At XZS, we build our machines and processes around our strict ISO 9001 quality management system[^2]. Inspection is not an afterthought; it's an integrated part of the production line. The first line of defense is always visual. The operator looks for a uniform, smooth weld bead with good color—typically a light straw or silver hue indicates a proper weld with good gas shielding. Any dark gray or black coloring suggests contamination or excessive heat. After the visual check, we employ automated NDT systems. For continuous tube production, online eddy current testing is highly effective. This method uses electromagnetic fields to detect tiny cracks, voids, or inclusions within the weld seam in real-time. If a defect is found, the system can automatically mark the section of the tube for rejection, ensuring that only perfect products make it to the customer. This level of quality control is essential for clients in the automotive or oil and gas sectors.
What Post-Welding Treatment and Finishing is Needed for Stainless Steel Tubes?
The intense heat of welding can damage the protective passive layer of stainless steel. This leaves the weld area vulnerable to rust and corrosion, defeating the purpose of using stainless steel.
Post-weld treatment involves cleaning the weld area to remove heat tint and then passivating the surface, often through chemical pickling or electropolishing. This restores the chromium oxide layer, ensuring full corrosion resistance and a clean, uniform appearance.

Finishing is the final step to guarantee both performance and aesthetics. The discoloration you see around a weld, known as "heat tint," is more than just a cosmetic issue; it's a sign that the surface has lost some of its corrosion resistance. Removing this is crucial. For industrial applications, we often use pickling paste[^3], a chemical mixture that dissolves the heat tint and restores the passive layer. For applications where appearance is key, like in decorative tubing for furniture or architecture, a mechanical finish is required. Our automatic polishing machines are often integrated at the end of a production line. They use abrasive belts to grind down the weld bead until it's flush with the tube surface, then polish the entire tube to a uniform, bright finish. This creates a seamless product that is both strong and visually appealing, providing a complete turnkey solution for our clients.
Заключение
Mastering the welding of thin-walled stainless steel requires a holistic approach. It starts with meticulous preparation, followed by selecting advanced methods like HF welding for efficiency, executing with precision control, verifying with rigorous inspection, and finishing with restorative post-weld treatments. This ensures a superior, reliable final product.